Palette 2 Pro를 사용하면 익스트루더가 1개만 있는 3D 프린터라도 PLA와 PVA를 혼합하여 출력할 수 있다.
Support 부분중에 Dense support(출력 객체와 Support가 면하는 부분)만 PVA로 출력하여 PVA 낭비를 막을 수 있고, 전체 출력물 중에 dense support 부분만 물에 녹여서 쉽게 support를 제거할 수 있다.
아래의 모델을 Rhino3D로 만들어서 진행하였다.

구형태와 박스 형태를 지지하기 위한 support 중 dense support를 PVA로 출력하여 손쉽게 support를 떼어낼 수 있도록 하는 작업.
본 내용은 아래의 링크의 글을 기반으로 작성되었다.
furick.com/icbd/2018/11/setup-simplify-3d-to-work-with-your-palette-or-palette-2/
Setup Simplify 3D to Print PLA with a PVA Dense Support Layer Palette 2 or Palette+ | It Can Be Done
In this example, I will show how to setup Simplify3D slicing software to produce g-code that can be digested by the Mosaic Manufacturing software to produce dissolvable support prints. A word of warning: this is a very tricky printing technique. You will l
furick.com
1. Extruder 탭의 Primary Extruder와 Secondary Extruder를 아래의 그림과 같이 설정한다. 일반적인 설정은 기본 혹은 개인적인 설정을 따른다.


2. Layer, Addition, Infill 탭에 필요한 요소들은 모두 Primary Extruder로 그림과 같이 설정한다. 그 외의 세부 설정은 일반적인 (혹은 개인적인) Simplify 3D 설정을 따르도록 한다.





3. Support 탭이 중요. 일반적인 Support 부분의 경우 Primary Extruder로 설정하고, Dense Support의 경우 Secondary Extuder로 설정한 후, Dense support의 설정을 그림과 같이 설정한다. Separation from Part를 모두 0으로 설정하여 Support와 출력객체 사이 공간을 없앤다 (출력 상황에 따라 0.3mm, 1, 1 Layer 정도 설정 가능).

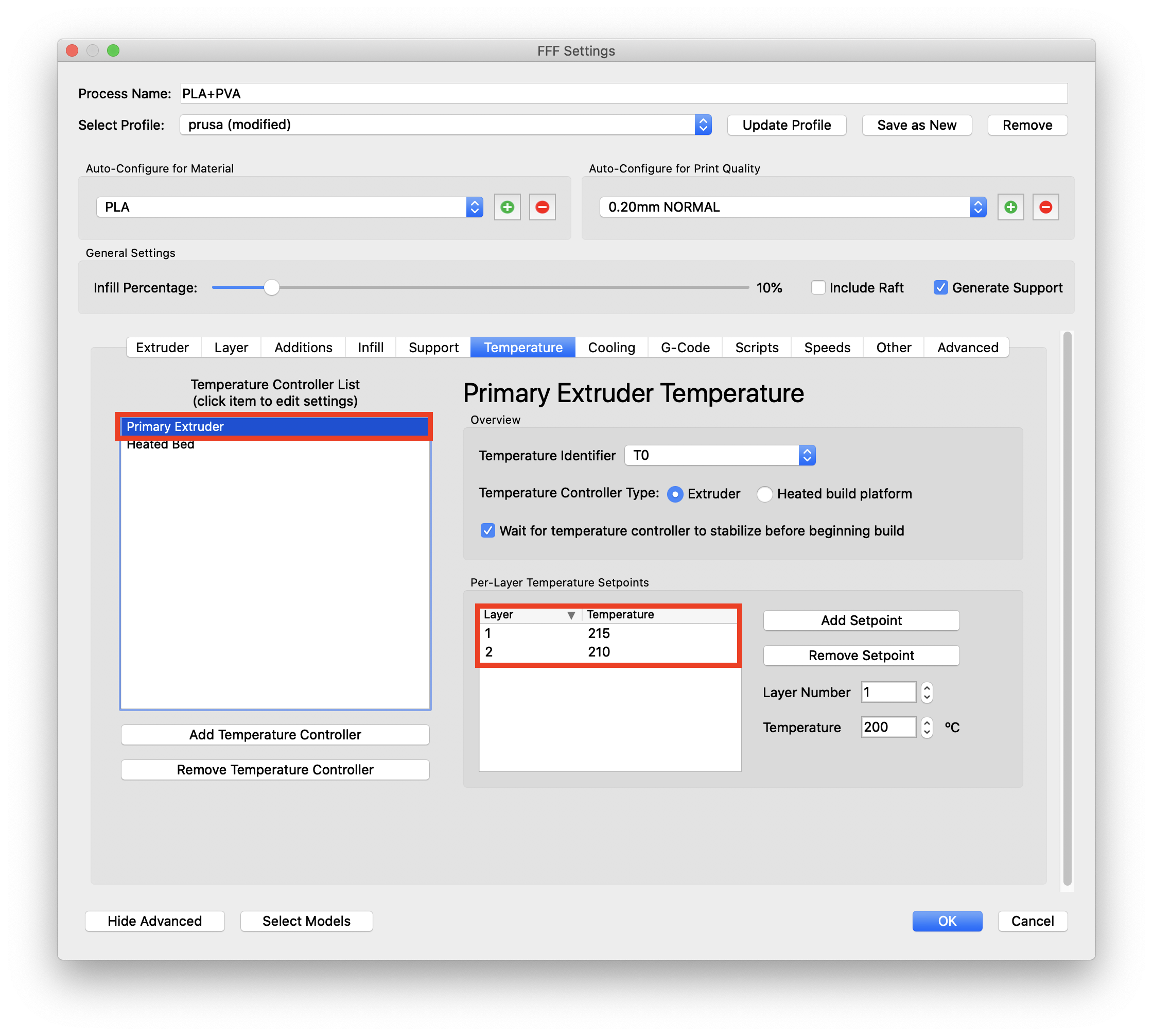
4. 아래 그림과 같이 Tool 0과 Tool 1의 설정을 확인한다.

5. Simplify 3D에서 생성한 gcode를 Chroma 앱을 활용하여 Palette 프린팅을 위한 파일로 준비한다.
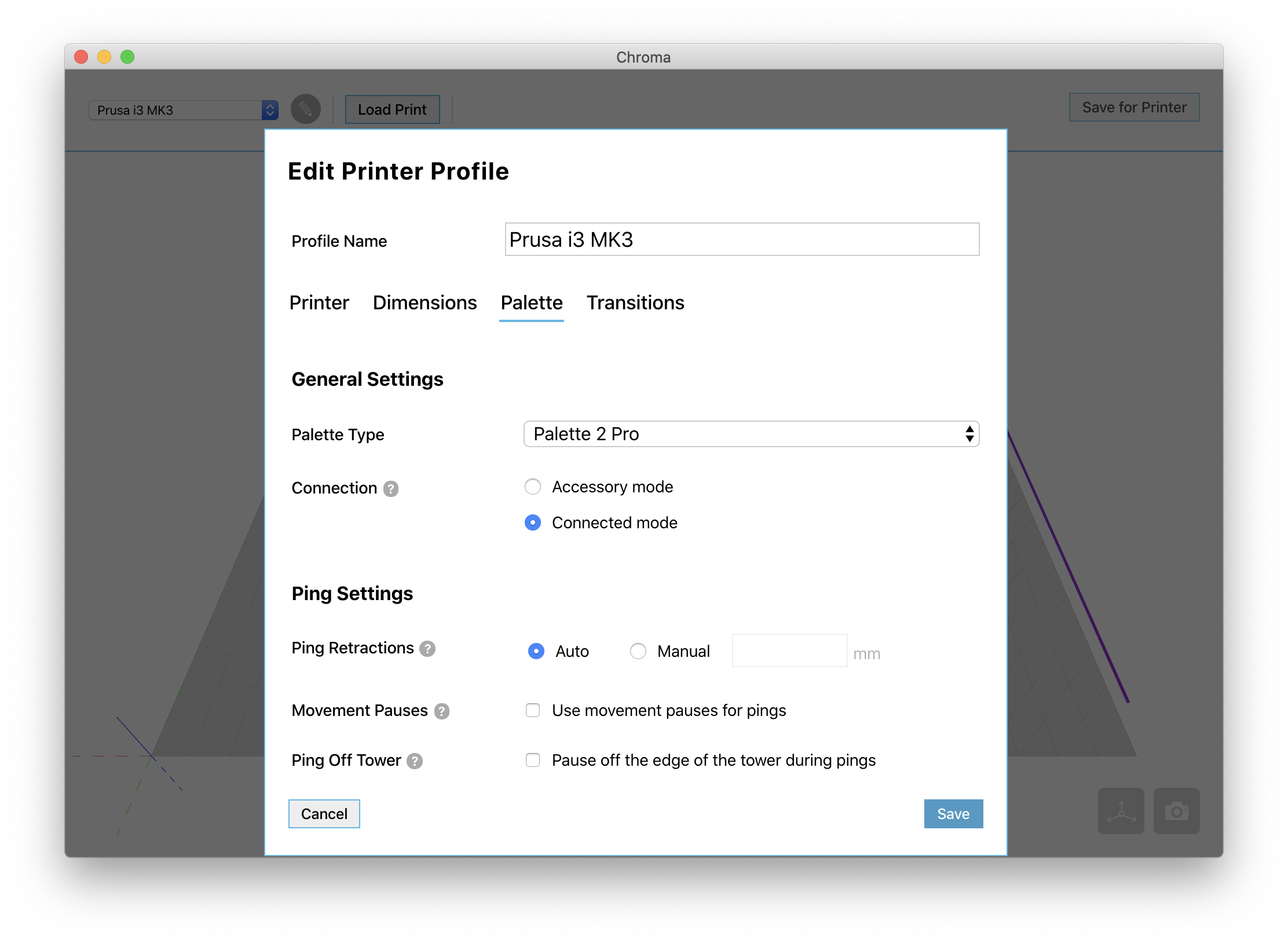
Chroma에서 프린터에 관한 세팅은 아래 그림을 참고한다. (Prusa i3 MK3 기준)


Transition의 경우 프린팅 속도를 높이기 위해서 Side Transition을 활용한다. Prusa i3 MK3의 경우 Extruder가 프린팅 베드 바깥쪽으로 위치할 수 있기 때문에 Offset 값을 4~5mm정도로 주어서 프린팅 베드 외부에서 Transition을 위한 필라멘트 도출 작업이 이루어지도록 설정한다.

6. Fillament 설정은 한 후 (옵션), Save for Printer를 클릭하여 Palette 2 Pro용 파일을 준비한다.
SD카드 및 Octopi를 사용하여 출력을 진행한다.








Simplify 3D의 Support 탭에서 Separation from Part 부분을 조정하여 출력 개체와 서포트 사이의 갭을 조금 주어야겠다.
또한 Dense Support Layer 설정값도 조정해야 할듯하다.
댓글